Offset Joggle Machines
Advantages of Offset Joggle Machine

- Decreases Fit-up Time
- Decreases Likelihood of Leaks
- Increases Welding Speeds
- Speeds up Assembly
- Eliminates Back-up Bars
- Eliminates Burn Through
- Can be used on Multi-Course Vessels
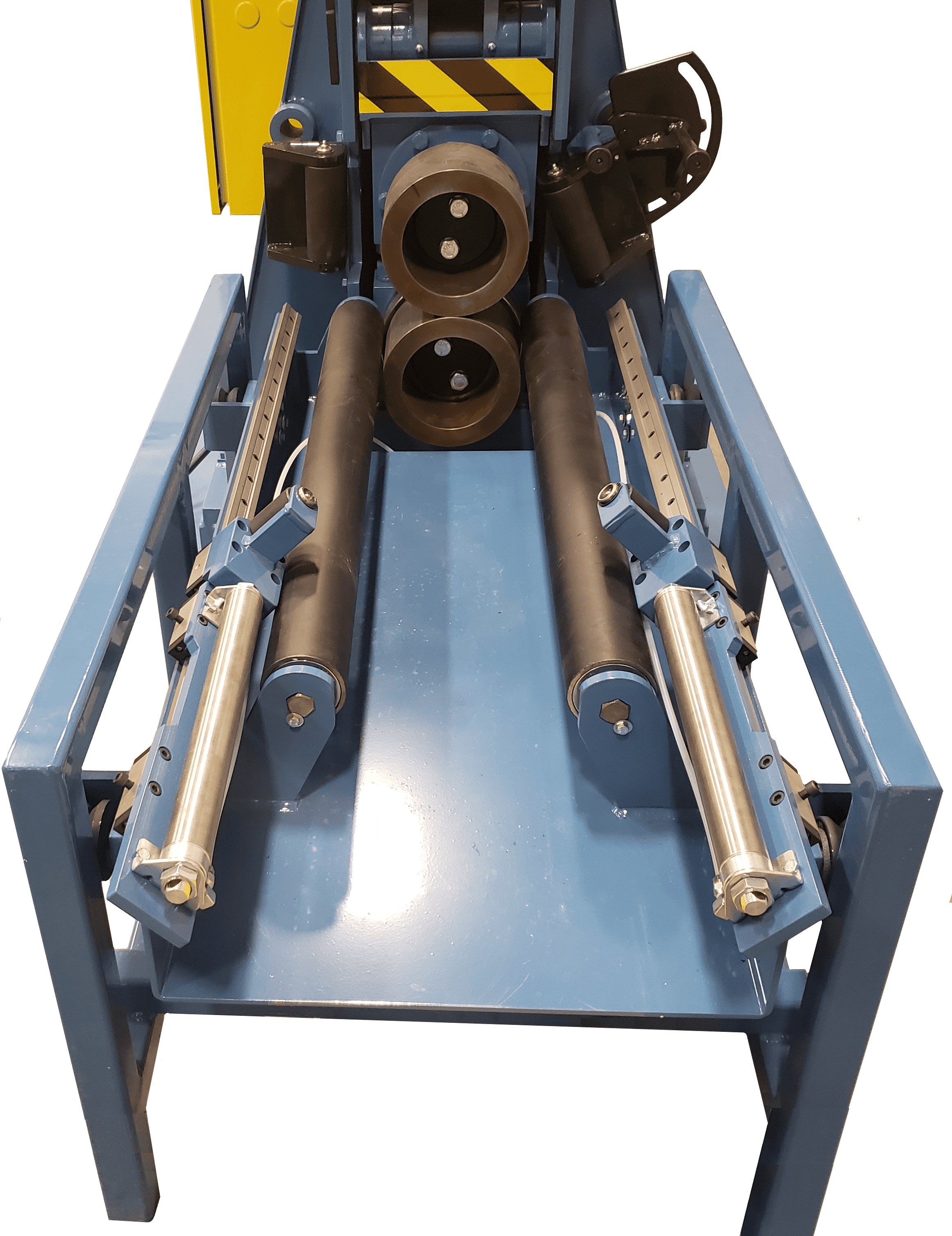
 The forming dies are both made of heat-treated special alloy steel and are power rotated. The power rotation system includes a dual voltage, three-phase AC induction motor that drives a heavy-duty, dual chain drive to an enclosed oil bath worm gear reducer. The reducer, directly connected to the lower roll shaft, drives the upper shaft through a set of heavy spur gears. Each shaft is equipped with an anti-friction thrust bearing to absorb the heavy thrust loads developed during the offsetting operation.
The forming dies are both made of heat-treated special alloy steel and are power rotated. The power rotation system includes a dual voltage, three-phase AC induction motor that drives a heavy-duty, dual chain drive to an enclosed oil bath worm gear reducer. The reducer, directly connected to the lower roll shaft, drives the upper shaft through a set of heavy spur gears. Each shaft is equipped with an anti-friction thrust bearing to absorb the heavy thrust loads developed during the offsetting operation.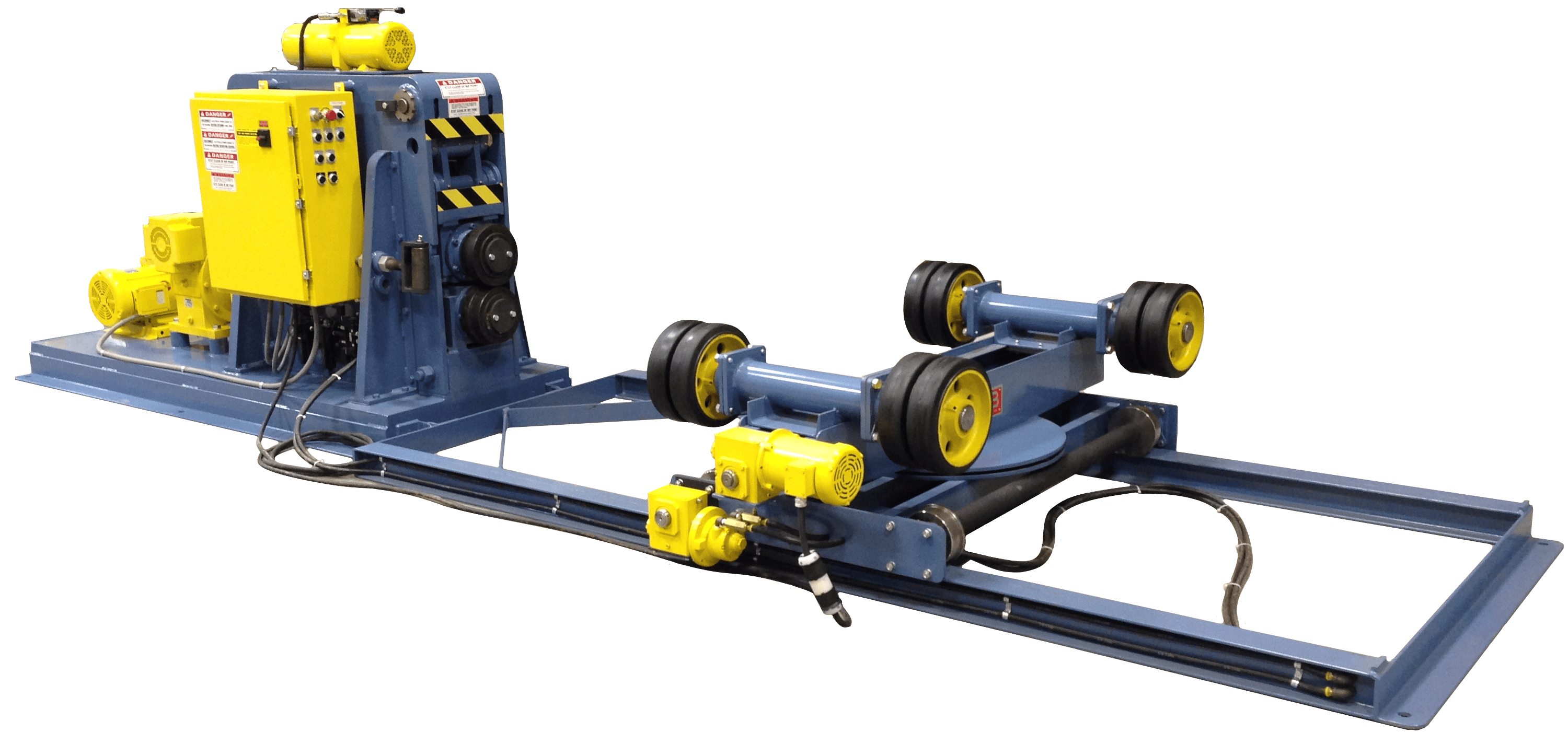
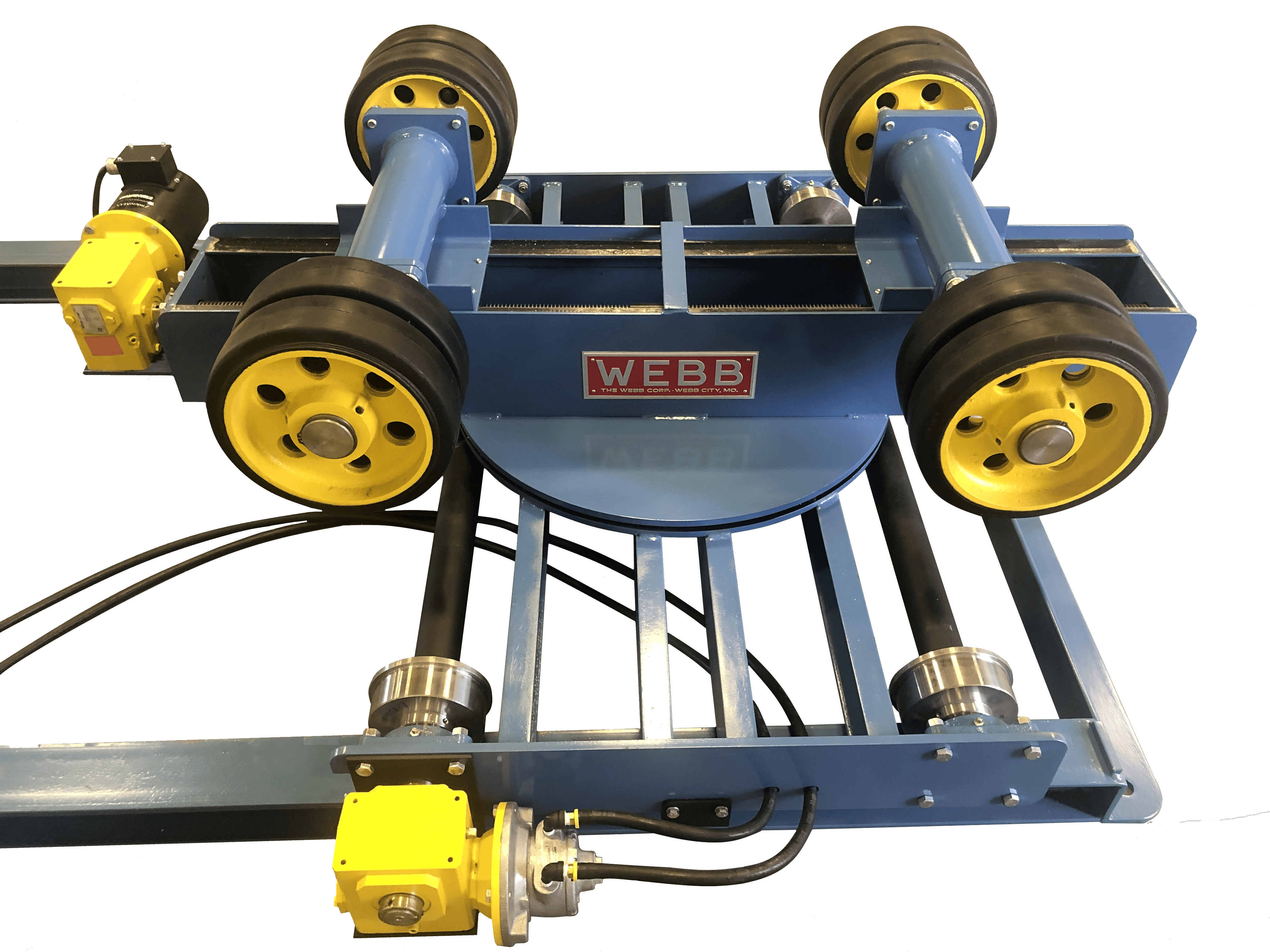
The plate thickness adjustment is done only once for each change of thickness in a production run and is easily made using two eccentric bushings marked with a plate thickness scale. One eccentric controls the vertical “bottoming” setting of the upper die, while the other controls the horizontal space between die faces. The width of the offset flange is controlled by two adjustable thrust rollers, one on each side of the forming dies. Each of our Offset Joggle machines are made with a heavy fabricated steel construction and all the critical areas are planed for accuracy.
{kind=link}
| Model | M-2 | M2-P | M-4 | M-5 |
|---|---|---|---|---|
| Max. Material Thickness, inches (70,000 PSI Steel) | 1/4" | .28 | 3/8" | 1/2" |
| Min Thickness w/ Std. Dies | 1/8" | 1/8" | 1/8" | 1/4" |
| Min. to Max. Material Opening | 1/8" | 1/8" | 1/4" | 1/4" |
| Std. Number or Material Settings | 5 | 5 | 5 | 5 |
| Rolling Speed | 24 FPM | 24 FPM | 24 FPM | 24 FPM |
| Min. Shell Diameter | 12" | 6" | 18" | 24" |
| Max. Shell Diameter, using Turn Table | 6' | 30" | 6' | 6' |
| Roll Motor Rating | 5 HP | 5 HP | 7-1/2 HP | 10 HP |
| Adjusting Motor | 1 HP | 1 HP | 1-1/2 HP | 1-1/2 HP |
| Turn Table Capacity, LBS. | 3,000 | 1,500 | 3,000 | 3,000 |
| Overall Length without Turntable | 70" | 70" | 86" | 96" |
| Overall Length with Turntable | 166" | 166" | 182" | 192" |
| Overall Height | 49" | 49" | 56" | 58" |
| Overall Width | 40-1/2" | 40-1/2" | 44-1/2" | 45-1/2" |